 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Haberler - Dongying Haorun Chemical Co.,Ltd.")
Bizi Arayın
+86-13906474940
Bize e-posta gönderin
sales@tenachtyre.com

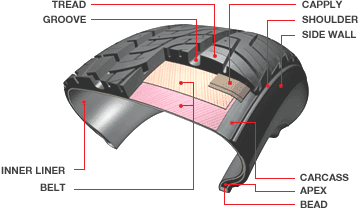
Lastik üretim sürecinde sık karşılaşılan kalite kusurları ve nedenleri (1)
Yaygın kalite kusurları ve sırt baskısının nedenleri
1. Yüzey pürüzlülüğünün nedenleri şunlardır: düşük ısıyla rafine etme sıcaklığı ve eşit olmayan ısıyla rafine etme; Ekstrüzyon sıcaklığı çok düşük; Kauçuk yakma; Presleme hızı çok hızlı ve bağlantı cihazının hızı buna uymuyor.
2. Lastik sırtının içinde hava deliklerinin oluşmasının nedenleri şunlardır: Hammaddelerdeki yüksek nem veya uçucu maddeler; Hava sürüklenmesiyle birlikte uygun olmayan ısıl arıtma işlemi; Ekstrüzyon sıcaklığı çok yüksek; Presleme hızı çok hızlı ve tutkal kaynağı yetersiz.
3. Sırt bölümünün boyutu ve ağırlığının gereksinimleri karşılamamasının nedeni, ekstrüzyon plakasının kurulumunun doğru olmamasıdır; Ağız plakası deformasyonu; Isı arıtma sıcaklığının ve ekstrüzyon sıcaklığının yanlış kontrolü; Düzensiz baskı hızı veya bağlantı cihazının uygunsuz koordinasyonu; Bastırdıktan sonra yetersiz soğutma; Yetersiz ısıl arıtma.
4. Kavurmanın nedenleri şunlardır: uygun olmayan kauçuk formülü tasarımı ve zayıf kavurma performansı; Yüksek ısıyla rafinasyon ve ekstrüzyon sıcaklıkları; Makine kafasında yapışkan birikmesi, ölü köşeler veya soğutma suyu tıkanıklığı var; Tutkal beslemesi kesintiye uğradı ve boş arabaya malzemeler sıkıştı.
5. Kenar kırılmasının nedenleri şunlardır: Yetersiz ısıl arıtım ve kauçuk malzemenin düşük plastikliği; Kauçuk yakma; Sırt profilinin kenarında küçük veya tıkalı kükürt kauçuk ağzı; Makine kafası ve ağız plakasının düşük sıcaklığı
Talep Gönder


X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası
Haberler
 Peki ya kamyon lastiği özellikleri?2021/05/20
Peki ya kamyon lastiği özellikleri?2021/05/20Bir kamyon, kamyon veya araba olsun, bir lastiğin boyutu, kesit genişliği ve düz oranın yüzdesi olarak milimetre olarak aynıdır. Ekleyin: lastik tipi kodu, jant çapı (inç), yük endeksi (izin verilen yük kalite kodu), izin verilen hız kodu.
 30 ve 50 yükleyicilerin lastik basıncı nedir?2021/05/20
30 ve 50 yükleyicilerin lastik basıncı nedir?2021/05/2030 ve 50 yükleyicinin lastik basıncı sırasıyla 0.32-0.34MPa ve 0.28-0.30MPa'dır.